
Avanzando con IBP: De S&OP a Estrategia Integrada
En el mundo empresarial actual, donde la competencia es feroz y la agilidad es clave, la gestión eficiente de la cadena de suministro y la

El objetivo de este artículo no es comparar las diferentes filosofías y herramientas administrativas sino resaltar las bondades y los beneficios de la Teoría de Restricciones a través de un caso de éxito en el sector cerámico colombiano.
La Teoría de Restricciones (TOC) es una filosofía administrativa que presenta una marcada diferencia con relación a otras filosofías como Justa a Tiempo (JIT), Lean Manufacturing, Six Sigma y Total Productive Manufacturing (TPM), entre otras. Se considera que la diferencia principal radica en la focalización de las oportunidades de trabajo en pocos elementos claves de la organización (las restricciones) que a su vez – mediante una gestión adecuada de las mismas – podrían representar mejoras significativas en el desempeño de toda la organización. En otras palabras, la visión sistémica de esta filosofía administrativa hace que los recursos, las inversiones y las acciones se pueden alinear al interior de las compañías para generar saltos importantes en el desempeño de las mismas.
Un aspecto destacado de esta filosofía es que puede ser aplicada a cualquier ambiente de la economía, es decir que se puede aplicar a empresas industriales, de servicios, de tecnología, etc. porque la premisa principal de este concepto es que toda compañía u organización debe tener al menos una restricción. Por ejemplo, piense en una compañía que no tenga restricción de mercado (demanda) o de capacidad en sus procesos (oferta), estas entidades podrían generar utilidades infinitas. ¿Conoce usted casos como este? Seguramente no la conoce porque toda organización tiene al menos una restricción que le impide crecer infinitamente.
Precisamente este concepto es llevado a diferentes ámbitos de las organizaciones y hace parte del proceso de mejora de continua de esta filosofía. A continuación se presentan algunas de las herramientas de TOC para una gestión integral de las organizaciones:
En Operaciones y Supply Chain:
•Concepto de DBR (Drum – Buffer – Rope) para el control del flujo de la cadena de suministro.
•Concepto de MTA (Make To Availability) diseñado para administrar los inventarios de producto terminado y mejorar los niveles de servicio a los clientes, manteniendo bajo el capital de trabajo invertido.
•DBR-S (Simplified Drum – Buffer – Rope) es una particularidad del modelo DBR, especialmente para empresas que deben administrar inventarios de producto terminado.
En Finanzas:
•La contabilidad del Truput es una herramienta de contabilidad gerencial que ayuda a mejorar la toma de decisiones con un enfoque diferente a la contabilidad de costo estándar o de costeo ABC basado principalmente en los supuestos de la contabilidad tradicional – especialmente de asignación y distribución de costos – que en este caso sólo son válidos bajo ciertas condiciones asociadas a la relación de oferta y demanda pero no aplican en todas las situaciones. Esta herramienta podría ser una solución con aplicación en cualquier ámbito en el que se encuentre la empresa.
En Gerencia de Proyectos:
•Cadena crítica: considera no sólo restricciones de secuencias de actividades y prerrequisitos sino que tiene en cuenta la restricción de recursos como equipos, personal técnico y demás factores en ambientes de monoproyectos o multiproyectos.
Adicional a estos conceptos y herramientas de gestión también se pueden encontrar otros términos relacionados con diseño de estrategias, procesos de cambio al interior de las organizaciones y procesos de pensamiento sistémico, entre otras.
En esta ocasión el grupo LEDS (Logística y Estrategia para el Desarrollo Sostenible) presenta la implementación exitosa de la metodología DBR en una compañía del sector cerámico – que en adelante llamaremos Cerámica S.A. – en donde se evidencia la importancia de sincronizar las operaciones en la administración de la cadena de suministro. Este concepto de sincronización de operaciones a pesar de ser repetido en múltiples seminarios y conferencias de logística y de gerencia de operaciones, no siempre explica claramente la forma de aplicarlo o en algunos casos no es tan trivial como se podría pensar. Inicialmente se presentará una breve descripción de la situación actual y al final se mostrarán los resultados sobresalientes de esta implementación.
Caso de Cerámica S.A.
En Cerámica S.A. – durante el segundo semestre del 2006 y el primero del 2007 – se evidenció una carencia semanal permanente de materias primas en una de las plantas de fabricación, lo que generaba paros en las líneas de producción e incumplimiento de las órdenes de los clientes. Paradójicamente los sistemas de información revelaban altos niveles de inventario de materias primas.
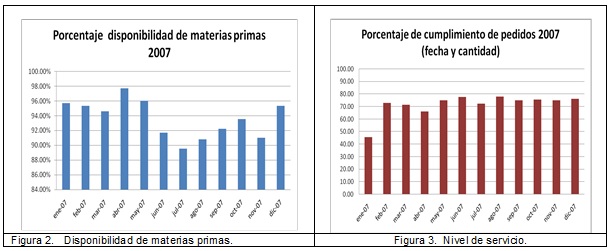
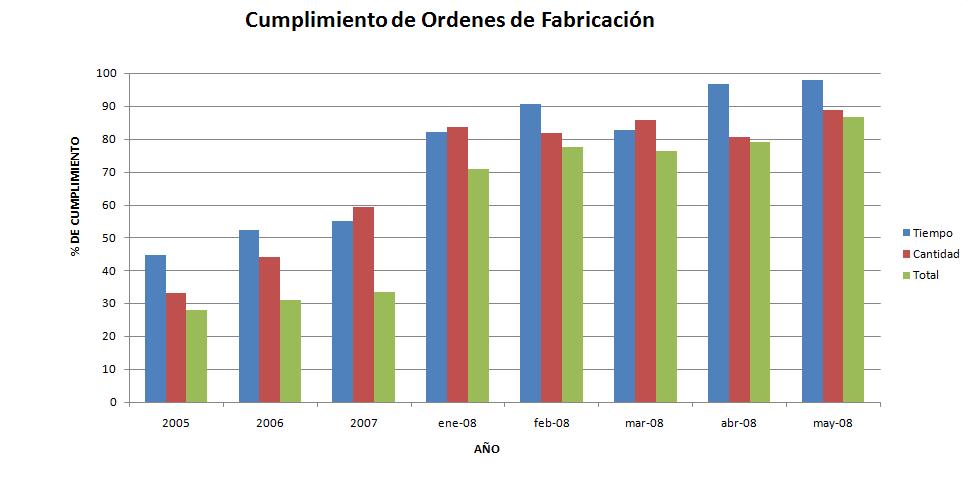
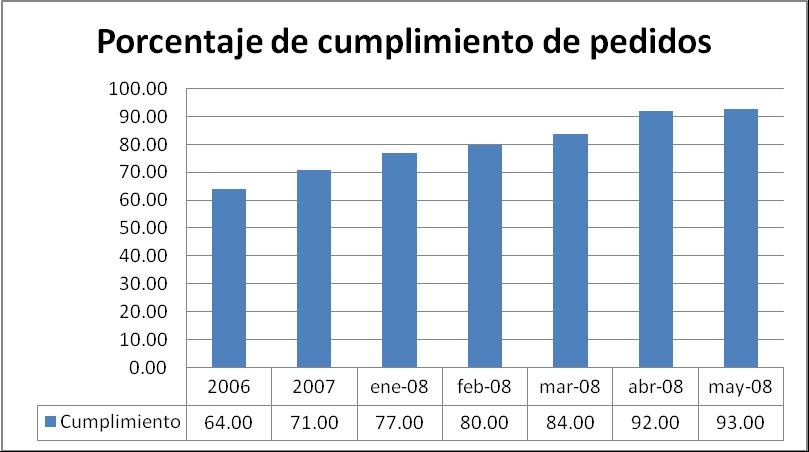
Adicional a esta problemática, las fechas de entrega estimadas por el programa de producción en la planta eran inviables y se generaban niveles de cumplimiento de dicho plan inferiores al 40% medido en tiempo y en cantidad (ver Gráfico No.1). Esta situación – acompañada por un desbalanceo de los inventarios de materias primas para ejecutar el plan de producción (ver Gráfico No.2) y niveles de servicio cercanos al 70% (ver Gráfico No.3) – resultaban en una gestión ineficiente de la cadena de suministro de la empresa.
Gráfico No.1
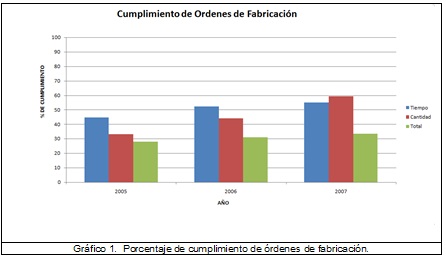
Gráfico No.2 y Gráfico No.3
Parte de las causas de esta situación problemática obedecía al enfoque individualizado que se tenía de las operaciones. Al interior de la empresa, los departamentos de compras, producción y ventas presentaban una constante queja del incumplimiento por parte de sus clientes internos a pesar de que estaban integrados por el sistema ERP de la compañía.
Con el fin de abordar esta situación se desarrolló e implementó el modelo de Teoría de Restricciones (TOC) para administrar las operaciones de producción; este modelo consiste en identificar la restricción del sistema (cadena de suministro) y sincronizar las operaciones que no son restrictivas a la velocidad del elemento más débil del proceso. Para lograr dicho objetivo, TOC propone una metodología denominada DBR que se aplicó al proceso bajo estudio. La metodología DBR fue implementada mediante el proceso descrito continuación.
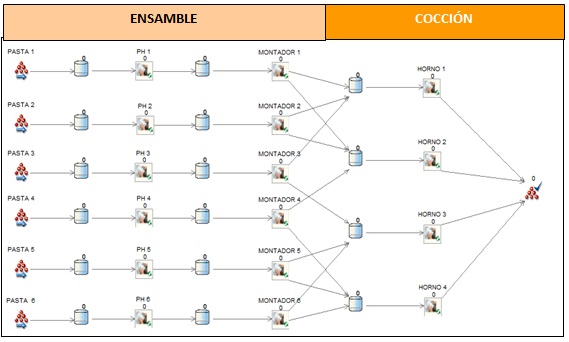
Para identificar la restricción del proceso, TOC propone tres metodologías; las dos primeras consisten en detectar de manera visual o nominal la capacidad teórica del proceso y la tercera metodología es un enfoque probabilístico en el que se considera la variabilidad de los elementos que componen el sistema. Debido a la naturaleza variable del proceso físico-químico del sistema se decidió optar por la tercera metodología, para lo cual se construyó un modelo de simulación discreta (ver Gráfico No.4).
El modelo fue validado mediante la confrontación de los resultados de la simulación versus el comportamiento histórico de la planta. Teniendo la validación del modelo, éste se utilizó como herramienta para identificar la restricción del proceso y luego de 30 corridas de esta metodología se evidenció que la capacidad del proceso de cocción corresponde al 79,6% de la capacidad total del proceso de ensamble, esto quiere decir que la restricción de la planta productiva y de la cadena a abastecimiento es el proceso de cocción.
Gráfico No.4
Modelo de Simulación de la Planta de Cerámica
Este procedimiento consiste en mejorar el desempeño de la restricción del proceso y por lo tanto el de la cadena de suministro. Para lograr dicho objetivo se implementaron dos metodologías: en la primera de ellas se aplicó el criterio que indica TOC, el cual propone que debe protegerse el recurso escaso de modo que se minimicen sus tiempos ociosos, evitando desperdicios de la capacidad total del sistema. Se crearon entonces amortiguadores de tiempo (inventarios de producto en proceso) que mitigan las perturbaciones causadas por los tiempos perdidos en el recurso restricción; dichos amortiguadores fueron ubicados entre el proceso de ensamble y el proceso de cocción.
La segunda metodología consistió en identificar el factor que tiene mayor incidencia en la generación de tiempos ociosos en el recurso restricción. En este proceso se identificó que la principal causa de dichos paros correspondía al alto número de cambios en los hornos que se elevaba a 86 cambios diferentes por mes, lo cual producía un incremento en los tiempos de alistamiento de dichas máquinas. Debido a que no existía una configuración formal para la programación del plan de producción y la secuenciación y asignación de trabajos a los hornos era necesario realizar tales cambios, por lo que se utilizó el modelo de simulación para evaluar todas las configuraciones factibles de asignación de trabajos de las líneas de ensamble a los hornos de cocción. Con el modelo se probaron las asignaciones posibles entre los dos macroprocesos y se encontró la mejor alternativa, medida en la reducción de los cambios de formato y en la garantía de mantener los amortiguadores llenos para los hornos para evitar paros en dicho recurso.
Para desarrollar este procedimiento se utilizó la herramienta de Teoría de Restricciones denominada DBR. El nombre de este método está asociado a los tres elementos principales de la solución: el Drum o Tambor (es el elemento restricción del sistema, que en este caso corresponde a los hornos del proceso de cocción), el Buffer o Amortiguador (es el material liberado en el sistema o producto en proceso, que para esta situación es el inventario entre los dos macroprocesos) y Rope o Cuerda (es la que determina el momento de liberación de inventario de producto en proceso al recurso escaso, que en este escenario equivale a la asignación de trabajos de las líneas de ensamble a los hornos).
Gracias a que el modelo de simulación permitió identificar que la restricción del sistema o Tambor es el proceso de cocción, se definió que la secuenciación de los trabajos y la coordinación del plan de producción debe hacerse con base en la programación de los hornos de cocción y no desde las líneas de ensamble, como se hacía anteriormente; para esto se implementó la mejor configuración de la asignación de trabajos, obtenida con el modelo de simulación.
Para la definición de los amortiguadores o buffer se definió la cantidad de carros AGV (Automated Guided Vehicle) por horno que debían permanecer como inventario máximo de producto en proceso; la definición de la cuerda o Rope se hizo como el establecimiento de los criterios de inicio y parada del proceso de ensamble de acuerdo a la capacidad del sistema de cocción. De este modo los criterios de parada e inicio del proceso productivo se definieron con base en los niveles de inventario de los amortiguadores. El criterio indica que cuando el amortiguador de cada horno se encuentre al 66% de su capacidad máxima se debe activar el recurso o la cuerda que alimenta el amortiguador, es decir el proceso de ensamble. La cuerda correspondiente debe suspender la operación cuando el amortiguador asignado llegue al 100% de su capacidad.
Resultados
El desarrollo e implementación del modelo de TOC se realizó durante el segundo semestre del 2007. El proyecto fue liderado por el área de planeación de operaciones logísticas de la empresa y se realizó un trabajo conjunto con el personal de los departamentos de producción, compras y abastecimiento a clientes.
Resultados en producción:
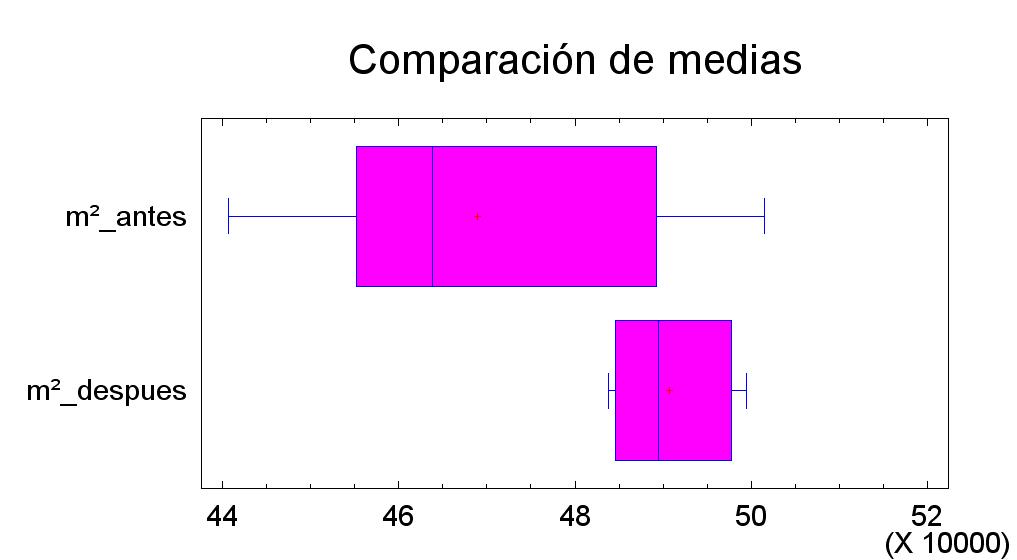
•Se redujeron los cambios de formato en los hornos en un 41%, lo cual generó un crecimiento de la productividad total de la planta del 4% medida en términos de capacidad; el incremento de la capacidad de la planta de producción se refleja en un aumento de la capacidad total de la cadena de suministro. El Gráfico No.5 ilustra una comparación descriptiva de las medias de productividad de la planta antes y después del proyecto.
Gráfico No.5
Comparación de Promedios de Fabricación Antes y Después del Proyecto
•El cambio de modelo de programación permitió mejorar el cumplimiento total del programa de producción en 48 puntos porcentuales con respecto al promedio de 2007 y en la fecha de compromiso en 35 puntos porcentuales (ver Gráfico No. 6).
Gráfico No.6
Porcentaje de Cumplimiento de Órdenes de Fabricación
Logística y operaciones:
•Se logró un mejor uso de los inventarios de materias primas, incrementando su disponibilidad y reduciendo los sobrecostos por pedidos innecesarios (ver Gráfico No.7) pasando del 92.8% en el 2007 a valores superiores en al 98% 6 meses después. Este crecimiento de disponibilidad de materias primas se presentó sin aumentar la cantidad de las mismas, inclusive se evidencia una diminución con respecto a los valores del 2007 (ver GráficoNo.8).
Gráfico No.7 Disponibilidad de materias primas.
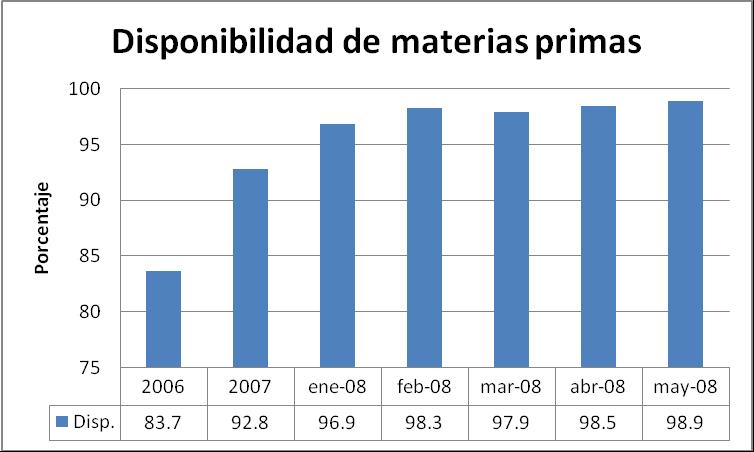
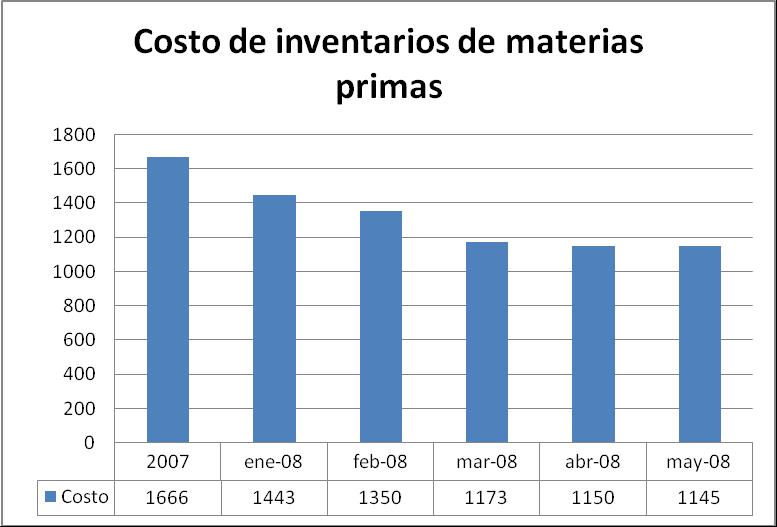
Gráfico 8. Costo de inventarios de materias primas
•El nivel de servicio presentó un incremento de 22 puntos porcentuales con respecto al promedio de 2007, que ha sido apalancado en el cumplimiento del programa de producción; es decir que a nivel de descriptivo se puede concluir que existe una alta correlación entre el cumplimiento del programa de producción y el nivel de servicio (Ver Gráfico No.9).
Gráfico No.9
Nivel de Servicio de Cerámica S.A
•Administrar y sincronizar las cadenas de suministro es una tarea compleja debido a las múltiples interacciones entre las operaciones logísticas y a la carencia de enfoque sistémico de las metodologías actuales, pero la capacidad de identificar las restricciones de la cadena de suministro y la focalización de los esfuerzos mejora los resultados globales en rápidamente.
•Es posible encontrar soluciones en las que todas las áreas mejoran simultaneamente su desempeño y por consiguiente, mejora los resultados de la compañía en forma significativa. El paradigma relacionado con que no es posible encontrar soluciones que beneficien a todos los actores de la cadena queda descartado, al menos para este sector de la industria.
•La Teoría de Restricciones no proporciona las soluciones específicas para cada situación problemática en la cadena de suministro ni para mejorar el desempeño de cada caso, pero proporciona una herramienta diferenciadora con respecto a otras filosofías administrativas y es la metodología que permite focalizar los esfuerzos para alcanzar mejoras siginificativas en el corto plazo e incorpora el proceso de mejora contínua para que los restultados puedan ser sostenibles y mejores a través del tiempo. Otras herramientas como TPM, Lean Manufacturing y Justo a Tiempo – entre otras – sí presentan las herramientas detalladas y los métodos para cada situación.
Con base en lo anterior se podría concluir que las herramientas de gestión de TOC y de las diferentes filosofías administrativas podrían ser complementarias y no excluyentes, como se ha considerado en algunas industrias; por ejemplo sería interesante para cualquier compañía que a través del proceso de TOC se focalicen las oportunidades de optimización global y que la manera de obenter las mejoras pueda ser el resultado del proceso DMAIC (Definir – Medir – Analizar – Implementar – Controlar) de Six Sigma.
{/accesstext}
En el mundo empresarial actual, donde la competencia es feroz y la agilidad es clave, la gestión eficiente de la cadena de suministro y la


Usamos el famoso proceso de S&OP (Sales & Operation Planning) como la herramienta que nos permitiría conectarnos para vencer la triple restricción y de esta

Debido a la alta demanda del mercado en rutas marítimas para el comercio internacional, la Autoridad del Canal de Panamá (ACP) aseguró que se aumentarán

El Grupo EPM presentó una planta piloto de producción de hidrógeno verde (H2V) a través de energía limpia. Este proyecto es desarrollado en conjunto por


